全国服务热线:4001803889
联系邮箱:1530930357@qq.com
摘 要:基于三维CNC齿轮测量中心平台,通过分析偏心轴的结构特点及工作原理,制定了以解决偏心轴工件的轴线找正、渐开线花键基准相位的确定、两偏心圆圆心的测量为重点的测量方案,开发了偏心轴检测软件,解决了偏心轴加工精度的检测问题,实现了对偏心轴的检测。
关键词:轴线找正;基准相位;两偏心圆圆心测量;精度检测
随着科学技术的进步,传统制造业正逐步向智能制造迈进,而智能制造最显著的特点就是工业机器人的普遍应用,它的加工质量和加工水平在很大程度上反映了一个国家的工业发展水平。RV(Rotate Vector)减速器是工业机器人关节系统中的高精密减速传动装置,其核心部件采用偏心轴零件,不仅要求体积小,而且要求加工精度高,因此偏心轴的零件质量和加工效率在工业机器人产业化方面起着关键性的作用,对偏心轴零件加工精度的检测也变得越来越重要。
本文基于哈量集团的L30A型CNC齿轮测量中心平台,开发出以渐开线花键的基准槽为基准的测量解决方案,实现了对偏心轴两圆心位置的加工精度检测。
1 实验设备
(1)检测仪器
采用哈量集团的L30A型齿轮测量中心为偏心轴零件的检测仪器,L30A具有三个直线轴和一个回转主轴,测头选用雷尼绍数字三维扫描测头,控制系统选用泰道公司的PMAC卡,可以实现4轴4联动,实现了空间任意连续光滑曲线的精确差补,具有高效率、高精度和测量平稳等优点。
(2)偏心轴的结构及工作原理
偏心轴是由多段圆柱体布置在两根偏心轴线上的轴类零件,两根偏心轴线互相平行,两根轴线之间偏离了一个偏心距的距离而不重合。偏心轴零件见图1。

图1 偏心轴
偏心轴零件在机械传动中起连接传动的作用,不仅和普通的轴类零件一样能够传递自传,还可以同时传递公转,并将回转运动转变为直线往复运动,或将巨大的扭矩转变为压力,在保证传动装置的各零部件正确安装的同时,也能够保证各轴的正常运作。偏心轴零件经常运用于平面连杆机构的三角带传动中,或者在车床床头箱用偏心轴零件来带动润滑泵和汽车发动机中的曲轴等。因此,偏心轴零件加工质量的好坏和加工精度的高低,对整个精密传动装置的工作精度、装配精度和使用寿命等各方面均会产生影响,所以对偏心轴零件加工精度的检测也就变得越来越紧迫。
偏心轴零件对于渐开线花键和偏心位置的相位关系要求非常严格,如果使用加工中心一次装卡来完成所有加工,能够很好地保证他们之间的相位关系,但偏心轴的两个偏心圆柱的加工精度就会比较低,不能完全满足精度要求,所以,目前普遍采用两次加工来实现,利用随动磨床加工偏心轴,磨齿机加工渐开线花键,两者的精度都能满足要求,但是由于两次加工存在二次装卡的问题,而偏心轴的偏心圆柱和渐开线花键之间的相位关系就不容易控制,且目前还没有检测软件能够直接以渐开线花键的基准相位来检测偏心轴的两个偏心圆柱的相对位置坐标,因此,偏心轴检测技术的缺乏制约了偏心轴精度的提升。
2 偏心轴检测的解决方案
随着智能制造的来临,根据偏心轴工件的结构特点及工作原理,其检测的研究重点主要在解决工件的轴线找正、渐开线花键基准相位的确定、偏心轴两偏心圆圆心的测量三个方面。
(1)工件的轴向找正
因为偏心轴工件测量时的装卡偏心对工件的快速装卡和测量结果都会带来影响,所以偏心轴检测首先要解决的难点即工件的轴线找正问题。本文利用三坐标测量技术通过三维扫描测头测量偏心轴的端面圆及径向圆的两端跳动,从而计算出偏心轴的轴线位置,不仅满足了工件快速装卡的要求,而且通过测头位置和测量数据的双重修正,最大程度地消除了装卡偏心对其测量结果的影响,检测效率和检测精度都有了进一步的提高。
图2为偏心轴检测软件的轴线找正参数设置界面,可根据工件的具体情况设置不校准、1次端面跳动检测、1次径向跳动检测、1次径向/1次端面跳动检测、2次径向跳动检测、1次端面/2次径向跳动检测等6种基准校正方式来满足校准的不同需求。
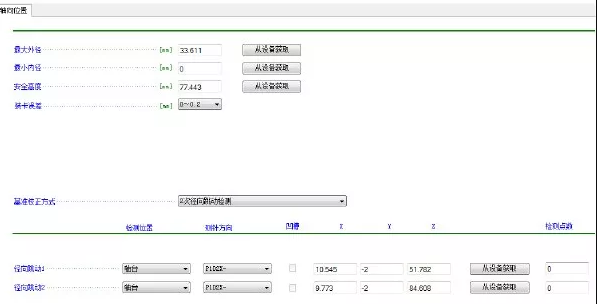
图2 偏心轴检测软件轴线找正参数设置
(2)渐开线花键基准相位的确定
渐开线花键基准相位法是通过利用三坐标测量技术对偏心轴工件进行轴线定位的方法。通过三维扫描测头的测球与渐开线花键的两侧同时进行接触,由下向上扫描渐开线花键的基准键槽,拟合出渐开线花键基准键槽的空间直线方程,从而还原出渐开线花键的相位基准。
(3)偏心轴两偏心圆圆心的测量
偏心轴的两偏心圆的圆心测量是以X轴为基准相位重新建立坐标系,在此坐标系下,通过联动跟踪扫描技术测量偏心轴的两个偏心圆,实现了按照形位公差的要求进行全自动测量,完成了偏心轴两个圆心的相对圆心坐标、圆度误差、最大点和最小点的标记等计算,满足了用户对偏心轴精度控制的检测要求。
3 检测软件的开发及测量结果
偏心轴检测软件使用VS2015作为开发平台,采用VB.NET作为开发语言开发完成,该软件功能丰富,设计人性化。图3为偏心轴检测软件的基本参数设置界面。图4为偏心轴检测软件检测偏心轴的测量结果显示,计算出了偏心轴两偏心圆圆心在渐开线花键基准坐标系下的坐标Circle 1和Circle 2。

图3 偏心轴检测软件基本参数设置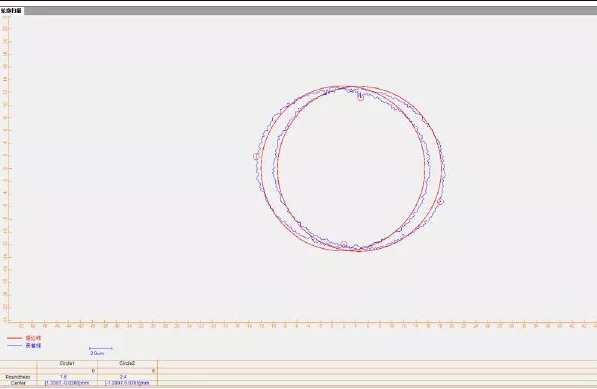
图4 偏心轴的测量结果
小结
由于偏心轴的圆心位置测量是相对于渐开线花键的基准齿,因此,三坐标测量机、圆度仪和基于一维测头的CNC齿轮测量中心都无法实现对偏心轴零件圆心位置的检测,本文利用CNC齿轮测量中心的四坐标系统和三维测头技术实现了对偏心轴零件的检测,很好地解决了偏心轴零件加工精度的检测问题。

 销售客服
销售客服